6-оски MIG MAG робот за заварување, опсег од 1500 mm со машина за заварување





Карактеристики
-Роботска рака:
- Процес на леење под притисок, алуминиумска рака, полесна и пофлексибилна
- Внатрешните жици и терминали на роботот се произведени од врвните светски брендови: DYEN, TAIYO, исто како ABB и Fanuc.
- Врвен кинески бренд на контролер, мотор и редуктор.
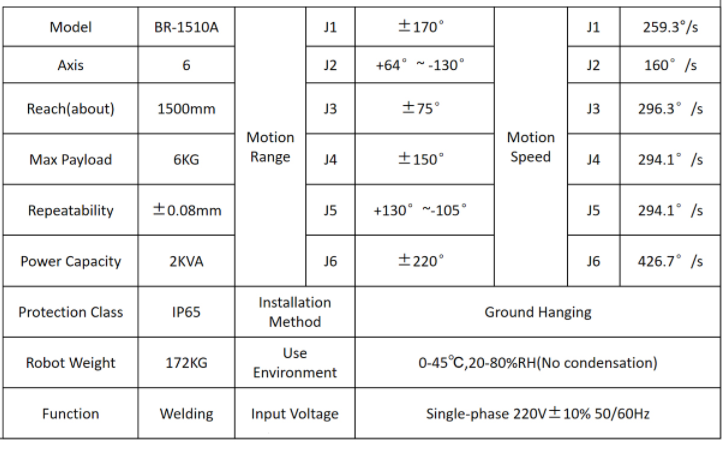
Параметрите на роботот за MIG заварување BR-1510 се прикажани подолу:
-JHY систем за контрола на робот за заварување:

-Апарат за заварување: Aotai NBC350RL
-
Има три режими на заварување: мало прскање, брзо точкесто заварување и константен притисок.
- Може да реализира заварување со ултра ниско прскање на јаглероден челик од 1~3 mm. Количината на прскање од заварување е намалена за 60%;
- Влезот на топлина е намален за 10%~20%, а заварувањето на тенки плочи е лесно за контрола, а деформацијата е мала;
- Целосно дигиталниот систем ја реализира прецизната контрола на транзицијата на капките и постигнува континуиран и стабилен квалитет на заварување;
- Технологијата на мек префрлувачки инвертер може да ја подобри сигурноста на целата машина и да заштеди енергија и електрична енергија;
- Целосно дигиталниот систем за контрола на напојувањето со жици со висока прецизност, уредот за напојување со жици со два погона и два помошни погони со целосно дигитална контрола и енкодер може да обезбеди стабилност на напојувањето со жици дури и ако се променат надворешните фактори како што се напонот на напојувањето и отпорот на напојувањето со жици.
- Факел за заварување:
- Воздушно ладено со високо чувствителен уред против судир, значително го продолжува работниот век на факелот
-Позиционер за заварување и роботска шина за одење
- Позиционерите за заварување со 1 оска, 2 оска и 3 оска се опционални. Носивото оптоварување и големината на работната маса може да се прилагодат според барањата.
- Роботската шина за одење може да се изработи по мерка според барањата на купувачот. должина 3/6/9/12M. носивост: 500/1000KG
-Одржувањето на машината е едноставно и лесно за ракување, а дизајнираниот век на траење е повеќе од 10 години
Обрнувањето внимание на секој детаљ го прави роботот JHY подобар
Напишете ја вашата порака овде и испратете ни ја
Категории на производи
-

JHY 6-оска роботска рака индустриска автоматска лачна м...
-

Кина 6-оска 1500 метри роботска рака со метална рамка МИГ ние ...
-

CE сертифициран 6-оски рака од не'рѓосувачки челик Пулс...
-

Заварување со 6 оски индустриска автоматизација MIG заварување...
-

Кинеска високо ефикасна роботска рака за заварување